


Arc welding is a method in which the arc is welded under the flux layer. This method uses the heat generated by the arc burning under the flux layer between the welding wire and the weldment to melt the welding wire, flux and base metal to form a weld and connect the weldment. In submerged arc welding, granular flux protects and alloying the arc and welding area, while welding wire is used as filler metal.
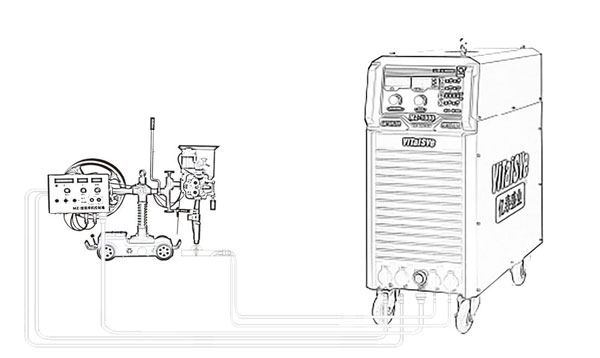
The principle of submerged arc process is shown in Figure 1. The welding wire and the workpiece are respectively connected with the output end of the welding power supply.
The welding wire is continuously sent to the welding area covered with flux by the wire feeding mechanism. After the arc is ignited, the flux, welding wire and base metal immediately melt under the action of arc heat and form a molten pool. The molten slag covers the molten pool metal and high-temperature welding area, which plays a good protective role. The unmelted flux also has the function of isolating air, shielding arc light and heat, and improving the thermal efficiency of the arc.
Various metallurgical reactions can occur between molten flux and molten metal. By correctly controlling the process of these metallurgical reactions, weld metal with chemical composition, mechanical properties and purity meeting the predetermined technical requirements can be obtained. At the same time, the composition of flux also affects the stability of arc, high temperature and heat distribution of arc column. The characteristics of slag also play a certain role in the formation of weld bead surface.
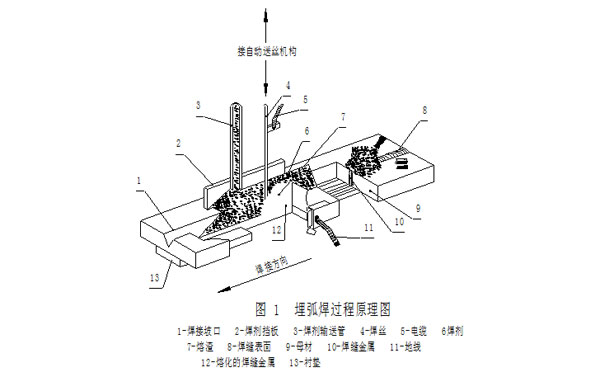
During submerged arc welding, a shorter extension length of welding wire can be used and can be basically kept unchanged during the welding process. The welding wire can be sent automatically at a higher speed. Therefore, high current can be used for welding, so as to achieve a fairly high deposition rate. Figure 2 compares the deposition rate of manual arc welding and various submerged arc welding methods. The deposition rate of submerged arc welding can be 1-10 times higher than that of manual arc welding; Secondly, submerged arc welding is a high current density welding method, which has the characteristics of deep penetration. The primary penetration depth can reach more than 20mm. Therefore, it is a high productivity welding method.
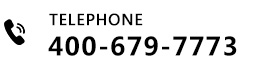
During manual submerged arc welding, the welding wire is fed by the wire feeding mechanism through the hose, and the movement of the welding head is manually operated by the welder and the welding speed is controlled. During submerged arc welding, the whole welding process, such as starting, arc striking, wire feeding, movement of welding machine (or workpiece) and filling of arc pit at the end of welding, is all controlled by the welding machine mechanization, and the welder only needs to press the corresponding button.
To sum up, submerged arc welding has the following main characteristics: first, submerged arc welding is an efficient welding method, which not only has high deposition rate, but also has deep penetration ability. Butt joints below 30mm can be welded into full penetration welds without beveling or shallow beveling; Second, during submerged arc welding, the arc and welding area are well protected, the weld quality is excellent, the compactness is good, the weld appearance is flat and smooth, it is easy to control the formation of weld bead, and can meet the requirements for various properties of weld; Third, simplify groove preparation and save a lot of welding materials; Fourth, the welding process has no arc stimulation, which is easy to realize the mechanization and automation of the welding process, and improves the labor intensity of welders.

 TEL
TEL
 PRODUCT
PRODUCT
 Solution
Solution
 contact
contact